
PERFORMANCE IN VARIOUS ENVIRONMENTS
The excellent corrosion resistance of galvanized coatings in the atmosphere, soil, concrete and in most natural waters is due to the formation of a protective layer or patina which consists of insoluble zinc oxides, hydroxides, carbonates and basic zinc salts, depending on the environment. When the protective patina has stabilized, reaction between the coating and its environment proceeds at a greatly reduced rate resulting in long coating life.
CORROSIVITY IN THE AUSTRALIAN ATMOSPHERE
Two key Australian Standards, AS 4312 and AS/NZS 2312.2, provide considerable information on the corrosion rate of steel and zinc respectively under various conditions of atmospheric service. In addition, over the last few decades the CSIRO and others have carried out extensive mapping to establish the corrosivity of the Australian climate. AS 4312 is the best source of Australian data for corrosivity of steel in the local environment.
It is important to note the corrosion rate estimates for steel and zinc in the various Standards are consistent and are interchangeable with the International Standards ISO 9223 and ISO 14713.1 for service life estimate purposes.
The GAA has developed a simple online interpolation tool using the information from AS/NZS 2312.2 and AS 4312 to allow designers to estimate the durability of hot dip galvanizing in various atmospheric conditions which can be accessed here.
| Estimated corrosion rates of steel & zinc in Australia developed from AS 4312 and AS/NZS 2312.2 | ||||
| Category, description & typical environment | Corrosion rate for the first year (µm/y) | |||
| Mild steel | Zinc | |||
| C1 | Very low | Dry indoors | ≤1.3 | ≤0.1 |
| C2 | Low | Arid/Urban inland | >1.3 to ≤25 | >0.1 to ≤0.7 |
| C3 | Medium | Coastal or industrial | >25 to ≤50 | >0.7 to ≤2.1 |
| C4 | High | Calm sea-shore | >50 to ≤80 | >2.1 to ≤4.2 |
| C5 | Very High | Surf sea-shore | >80 to ≤200 | >4.2 to ≤8.4 |
| CX | Extreme | Ocean/Off-shore | >200 to ≤700 | >8.4 to ≤25 |
The measured corrosion rate during the first year of exposure for steel and zinc is usually higher than the measured long-term rate. The long-term corrosion rate for both steel and zinc slows over time and in the first 20 years corrosion rates are not linear. At some point in time after 20 years the corrosion product layer stabilises, and at this point, the corrosion rate becomes linear with time, because the rate of metal loss becomes equal to the rate of loss from the corrosion product layer. In addition, it is known that the rate of corrosion in the first 12 months is affected by the environment experienced by the metal in the first few weeks of exposure, but long-term rates are usually unaffected by the first exposure rate. Notwithstanding the issues outlined above, the durability of an item is usually calculated on the estimated first year corrosion rate and this will normally provide a conservative prediction of the durability of an item if long term corrosion protection is desired.
The appraisement of the protective life of a galvanized coating in a location must consider factors such as climatic conditions, the presence in the atmosphere of contaminants in the atmosphere introduced by urban or industrial activity, and chlorides in the air due to proximity to the sea. For more information on how these factors affect the durability of the hot dip galvanized coating, you can download the Guide to the Service Life of Galvanizing, from the guide section of our Technical Publications page.
Environments which appear similar often produce considerable differences in corrosivity due to relativity minor variations in conditions, such as prevailing winds, proximity to corrosive effluents and general atmospheric conditions.
In warm dry atmospheres zinc is very stable. The patina formed during initial exposure remains intact preventing further reaction between the galvanized coating and the air, and protection continues indefinitely.
In the presence of atmospheric moisture, the zinc oxide film is quickly converted to zinc hydroxide, and carbon dioxide present in the air reacts to form basic zinc carbonates. These stable inert compounds resist further action and ensure long life for the protective galvanized coating.
In rural areas the life of galvanized coatings is often over 100 years, but may be reduced due to micro-environments created by the effects of aerial spraying of fertilizers or insecticides. In dry form most fertilizers and insecticides are harmless to zinc coatings but when wetted by rainwater or irrigation spray water, aggressive solutions can be formed which will attack galvanized coatings until washed off by further wetting.
Near the sea coast the rate of corrosion is increased by the presence of soluble chlorides in the atmosphere. The performance of galvanized coatings relative to other protective systems is outstanding, particularly when used as part of a duplex system consisting of paint over galvanizing.
In industrial areas the presence of atmospheric impurities such as sulphurous gases and chemicals results in the formation of soluble zinc salts. These are removed by moisture, exposing more zinc to attack. In light industrial areas galvanized coatings give adequate protection, but in the extremely corrosive conditions of heavy industrial areas it is desirable to reinforce galvanized coatings with a paint system resistant to the chemical attack.
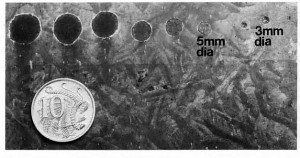
Galvanized steel test piece has had circular areas of the coating removed before exposure in a severe industrial environment. Sacrificial protection provided by the surrounding zinc coating has prevented corrosion of circles up to 3mm diameter and minimised corrosion of 5mm circle. Larger circles also exhibit corrosion-free annular areas adjacent to the surrounding coating.
 |  |
| The RMIT Design Hub in Melbourne is in a C2 urban zone. | The gas processing facility in the NT is in a C3 coastal zone. |
| Corrosivity in Australia as described in AS 4312 | |||
| Category | Generic examples | Specific examples | |
| CX | Severe surf shore-line | Surf beach shoreline regions with very high salt deposition. | Some Newcastle beaches |
| C5 | Surf Sea-shore | Within 200 m of rough seas & surf beaches. May be extended inland by prevailing winds & local conditions. | More than 500 m from the coast in some areas of Newcastle |
| C4 | Calm Sea-shore | From 200 m to 1 km inland in areas with rough seas & surf. May be extended inland by prevailing winds & local conditions. | All coasts |
| From the shoreline to 50 m inland around sheltered bays. In the immediate vicinity of calm salt water such as harbour foreshores. | |||
| C3 | Coastal | From 1 km to 10 km inland along ocean front areas with breaking surf & significant salt spray. May be extended inland to 50 km by prevailing winds & local conditions. | Metro areas of Perth, Wollongong, Sydney, Brisbane, Newcastle, & the Gold Coast |
| From 100 m to 3 – 6 km inland for a less sheltered bay or gulf. | Adelaide & environs | ||
| From 50 m to 1 km inland around sheltered bays. | Port Philip Bay & in urban & industrial areas with low pollution levels | ||
| C2 | Arid/Urban Inland | Most areas of Australia at least 50 kilometres from the coast. | Canberra, Ballarat, Toowoomba & Alice Springs |
| Inland 3 – 6 km for a less sheltered bay or gulf. | Adelaide & environs | ||
| Can extend to within 1 km from quiet, sheltered seas. | Suburbs of Brisbane, Melbourne, Hobart | ||
| C1 | Dry indoors | Inside heated or air-conditioned buildings with clean atmospheres. | Commercial buildings |
Note: AS 4312 includes maps showing estimates of corrosivity zones for several major cities of Australia. In addition, detailed corrosivity maps for South Australia (prepared by the SA government) are available at SA Government Corrosion Environment Maps. Other states may have similar resources.
HOT DIP GALVANIZED COATING THICKNESS
The service life of any post-fabrication galvanized item is directly proportional to the thickness of the coating. This in turn is a function of the thickness of the metal; the thicker the steel, the thicker the layer of zinc, as shown below.
Indeed, one of the great advantages of hot dip galvanizing is the predictability of the thickness of the zinc for any given steel thickness. This is particularly important for sharp edges and complex shapes, where conventional paints don’t always cover well.
Continuous galvanizing and electro-galvanizing processes do not follow this relationship, because the processes deliberately restrict the galvanizing thickness to allow the steel to retain ductility for further manufacturing.
| Minimum required coating thickness and mass on hot dip galvanized steel to AS/NZS 4680 | ||
| Steel thickness (mm) | Minimum average coating thickness (µm) | Average coating mass minimum (g/m²) |
| > 6 | 85 | 600 |
| > 3 to ≤ 6 | 70 | 500 |
| ≥ 1.5 to ≤ 3 | 55 | 390 |
| <1.5 | 45 | 320 |
DURABILITY OF COMMONLY AVAILABLE GALVANIZED COATINGS
There are many different hot dip galvanized coatings available in Australia. The commonly available products and their relative performance in various environments are shown. It is important to recognise that the durability of all galvanized coatings is generally directly proportional to the coating thickness, which is defined in each manufacturing Standard.
After-fabrication hot dip galvanizing manufactured to AS/NZS 4680 produces the maximum thickness possible relative to steel thickness, which means it will always provide a longer life to first maintenance than any other hot dip galvanized coating. This contrasts with continuously or specialised coated products, which are produced by different processes. For continuous coated products, the zinc thickness is accurately controlled, regardless of steel thickness, so that it remains smooth and ductile to allow for later cold forming and for varying manufacturing and end usage and therefore the corrosion protection is necessarily less because of the lower zinc thickness.
| Estimated life to first maintenance for commonly available hot dip galvanized products | ||||||||||
| System | Reference Standard | Steel thickness | Coating thickness | Selected corrosivity category & Calculated life (min-max, years) | ||||||
| mm | g/m² | µm | C2 | C3 | C4 | C5 | CX | |||
| Batch HDG | AS/NZS 4680 | HDG390 | >1.5-≤3.0 | 390 | 55 | 78->100 | 26-78 | 13-26 | 6-13 | 2-6 |
| HDG500 | >3.0-≤6.0 | 500 | 70 | >100 | 33-100 | 16-33 | 8-16 | 2-8 | ||
| HDG600 | >6.0 | 600 | 85 | 40->100 | 20-40 | 10-20 | 3-10 | |||
| HDG900 | >>6.0 | 900 | 125 | 60->100 | 30-60 | 15-30 | 5-15 | |||
| AS/NZS 1214 | All | All | 360 | 50 | 75->100 | 25-75 | 13-25 | 6-13 | 2-6 | |
| HDG purlins | AS 1397 | Z350 | ≥1.0-≤3.2 | 140 | 20 | 29->100 | 10-29 | 5-10 | 2-5 | 1-2 |
| Z450 | ≥1.5-≤3.2 | 180 | 25 | 36->100 | 12-36 | 6-12 | 3-6 | 1-3 | ||
| HDG tube | AS/NZS 4792 | ZB100/100 | ≥1.6-≤6.0 | 100 | 14 | 20->100 | 7-20 | 3-7 | 2-3 | 0-1 |
| HDG300 | ≥2.0-≤5.9 | 300 | 42 | 60->100 | 20-60 | 10-20 | 5-10 | 1-5 | ||
| AS 4750 | ZE50 | ≥2.0-≤5.9 | 50 | 7 | 10-70 | 3-10 | 2-3 | 1-2 | 0-1 | |
Notes:
- Hot dip galvanized coatings thicker than 85 μm are not specified in AS/NZS 4680 but the general provisions of that Standard apply and, together with specific thickness figures, may form a specification capable of third-party verification. It is essential to know the composition of the steel to be used and the galvanizer should be consulted before specifying, as these thicker coatings may not be available for all types of steel. Where the steel is suitable, thick coatings may be specified.
- AS 1397 C350 and C450 are typically supplied as purlins (See for example, Lysaght, Stramit, Fielders, etc.). The base steel thicknesses quoted here is the usual range used for these products. Other thicknesses may be available, but the coating thickness supplied is independent of the base steel thickness.
- AS/NZS 4792 ZB100/100 is the usual specification of the coating supplied by Australian Tube Mills for their DuraGalPLUS range of tubular products. Thicker coatings (ZB 135/135) are available in a limited range of specific tubular building products.
- AS/NZS 4792 HDG300 is the typical Australian Tube Mills and Orrcon specification for specialised HDG coatings applied to circular hollow sections.
- AS 4750 ZE50 is the usual specification of the coating supplied by Orrcon for their ALLGAL range of tubular products.
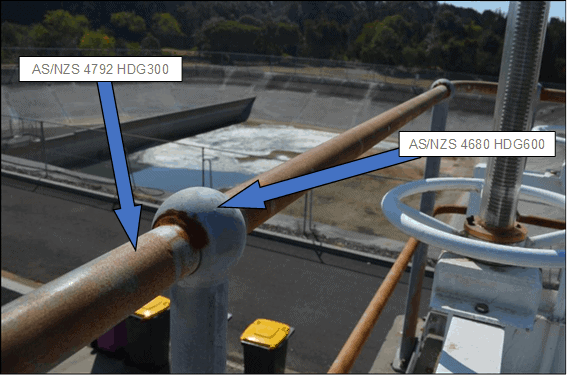 |
| The handrail above was about 7 years old in a C5 waste water treatment and marine environment when the photo was taken. The post was hot dip galvanized to AS/NZS 4680, while the rail was produced to AS/NZS 4792 HDG300 – or about half the nominal coating thickness of the post. The weld joining the rails was never repaired. Clearly, the after fabrication galvanized post to AS/NZS 4680, with at least double the original coating thickness of the continuously galvanized rail to AS/NZS 4792, has provided superior corrosion protection of the base steel. |
 |  |
| This galvanized security fence is about 5 years old and in a C3 environment. It has a galvanized wire mesh of an unknown original thickness added for extra security. | The same fence from another angle, showing the galvanizing on the wire mesh has broken down and rust has stained the entire structure, while the tubular after-fabrication galvanized fence is still rust free. |
The estimated zinc corrosion rates can also be displayed graphically, allowing for simple calculations for Life to First Maintenance based on measured coating thicknesses.
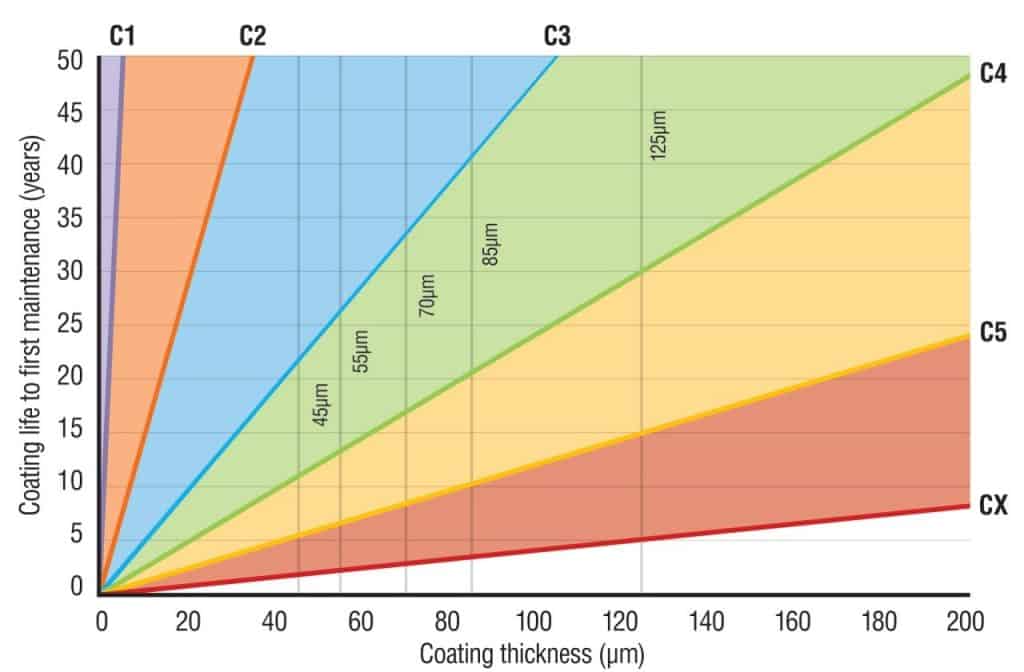
To use the chart, let’s say you have a hot dip galvanized structure using steel thicker than 6 mm and located in a C4 environment. According to AS/NZS 4680, a piece of steel greater than 6 mm thick must have a minimum average of 85 µm zinc. If you follow the 85 µm marker on the chart up to the green C4 line and across to the “coating life to first maintenance” axis, you’ll see you have, in the worst case, approximately 20 years until first maintenance (or 5% rust of the substrate steel). In other words, 95% of your coating is still intact, so the structural integrity is not threatened. In the best case, the durability of the coating will be up to 40 years (following the line up to next zone).
EFFECT OF TEMPERATURE
Hot dip galvanized coatings will withstand continuous exposure to temperatures of approximately 200ºC and occasional excursions up to 275ºC without any effect on the coating. Above these temperatures there is a tendency for the outer zinc layer to separate, but the alloy-layer, which usually comprises much of the coating, remains. Adequate protection may often be provided up to the melting point of the alloy layer (around 650ºC).
UNDER WATER
General. The corrosion rate of zinc under immersed conditions can be high in acidic solutions below pH 6 and alkaline solutions above pH 12.5. Between these limits the rate of corrosion is much lower.
In mains supply water of pH 6 to pH 8, calcium carbonate is normally present and this is precipitated onto the galvanized coating as an adherent calcium carbonate scale, together with zinc corrosion products, forming an impervious layer. When sufficiently dense, this layer virtually stops corrosion of the coating, resulting in very long life in many domestic water systems.
Other factors may interfere with this scale deposition. If the water has a high concentration of uncombined carbon dioxide, the protective scale is not formed and full protection never develops. The characteristics of the water supply should be taken into account in the design of domestic water systems. The presence of even small quantities of dissolved copper of the order of 0.1 parts per million in the water may cause corrosion by rapid pitting as discussed under galvanic corrosion.
In unfavourable waters, galvanized steel may require the added protection of galvanic anodes or suitable paint coatings.
Pure water. When newly galvanized articles are immersed in pure water, such as rainwater, there are no dissolved salts present to form the film of insoluble compounds which normally protects the coating from further action. Where practical this condition can be corrected by the addition to the water of controlled amounts of salts during initial immersion. Most natural waters contain sufficient dissolved salts to prevent initial attack and galvanized tanks and equipment give excellent service.
Effect of water temperature. In cold water of normal composition galvanized coatings are most effective and the rate of consumption of the coating is very low. This has resulted in almost universal use of galvanized steel for tanks for water storage and transport.
At about 60ºC to 65ºC the rate of corrosion of galvanized coatings increases and continued corrosion resistance depends on early formation of adequate non-flaking scale. Hard water in hot water systems will deposit a scale of calcium and magnesium carbonates on the galvanized surface, nullifying the temperature effect. Soft water may not deposit a protective scale. In such cases galvanized coatings are unsuitable for hot water systems.
Sea water. Galvanized coatings perform relatively well in submerged sea water conditions which are severely corrosive to most protective systems. Dissolved salts present in sea water react with zinc to form a protective layer minimizing corrosive action.
The addition to the galvanized coating of a suitable paint system is recommended in areas of severe sea water exposure, particularly in the splash zone. Such duplex systems provide the best available protective coating for steel in sea water. Suitable paint coating systems are listed in Paint Systems.

IN SOIL
The corrosion behaviour of buried galvanized steel varies greatly with the type of soil. Knowledge of local conditions is therefore essential in estimating the life of galvanized steel. Generally galvanized steel lasts considerably longer than uncoated or painted steels but performance is best in alkaline and oxidizing soils, where 600g/m² galvanized coating will give an additional life of about 10 years to steel pipes. Highly reducing soil is most aggressive and may consume zinc coatings at more than 13μm per year. AS/NZS 2041.1 provides detailed design advice for buried culverts that is generally useful for all buried galvanized structures.
The life of galvanized steel underground is extended by the use of paint coatings, bituminous compounds, tape wraps or concrete encasement.
For more information about the performance of galvanizing in different environments, download the Guide to the Service Life of Galvanizing from the guide section of our Technical Publications page.
DURABILITY
- Why Galvanize?
- 10 Real Benefits of Galvanized Steel
- How Galvanizing Protects Steel
- Durability of Galvanizing Estimator
- Galvanized Reinforcing Bar
- Types of Galvanizing and Other Zinc Coatings
- Wet Storage Stain (White Rust)
- Maintenance and Cleaning
- Statement of Performance
- Life Cycle Costing for Galvanizing
- Life Cycle Cost Calculator
©2020 Galvanizers Association of Australia